Share
Pin
Tweet
Send
Share
Send

Typically, a lathe is used for boring, threading, reaming, countersinking and drilling, but their capabilities do not end there. I propose to consider a way how to use it to recess the keyway on the sleeve. For this, I use a screw-cutting machine 1K62.

Set of tools
To perform work, in addition to the machine, you will need:
- boring cutter;
- mortising cutter;
- oil for lubrication.
Any boring tool can be used, of course, within the limits of the diameter of the sleeve. As for the mortising tool, its cross section is selected for the required width of the keyway. Lubricating oil is only required if you have to work with hard metal. For mild steels, subject to the use of high-quality cutters, it is not necessary, since chamfering and chiselling does not cause critical overheating, which can accelerate the abrasion of the tool cutting edge.

Preparatory stage
The sleeve is mounted in a three-jaw chuck. Before performing chiselling, you must first prepare its inner and outer chamfer with a boring tool. They are made only from the side from which the mortising tool will enter. This is the simplest process familiar even to a turning lover, therefore it does not require separate consideration.

After preparing the bevels on the machine, you need to set the minimum speed to prevent the spindle from rolling. For many machines, the cam chuck can give play under load, so in this case it is necessary to put a spacer. To do this, a suitable bolt with nut is placed under it. When it is twisted, the stop length increases, so it is pressed tightly against the cartridge, thereby removing rolling.

The mortising tool is slightly clamped in the tool holder. He sets the center of the sleeve, after which it is necessary to carry out fine adjustment. To do this, he winds up into the sleeve, moving longitudinally with a support on the slide. The resulting scratch should go along the bore of the sleeve from one edge to the second. There should be no scratch in the cut line. If it is, then this is talking about the presence of a bias. When the cutter is set correctly, it must be clamped very tightly, since the load during chiselling is much higher than when performing standard turning operations.
Hammering process
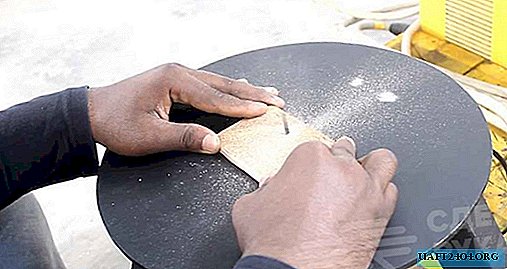
Since the sleeve inside has a radius, it is necessary to cut it off before starting the reference for the depth of the groove in order to get an even area, which will be the zero reference point. To do this, using a caliper, I move the cutter inside the sleeve along the longitudinal slide, removing the thinnest metal shavings. After it returns to its original position, I approach the cutting edge along the transverse slide to the body of the sleeve by 0.1 mm. Again, I do a longitudinal movement along the carriage. I repeat the process until the gutter loses its radius. As soon as he leaves, this will be the zero point for reference.

Now I proceed to hollowing the keyway. In my case, its depth should be 2.6 mm. Using a step of 0.1 mm, you will need to make 26 movements of the cutter to reach such a depth.


After deepening the groove by 2.6 mm, it is necessary without changing the settings on the dial to make several more repeated movements of the cutter in order to clean the plane from small burrs. Next, the sleeve is removed from the cartridge. Its second end is rather rough, but it is easily solved. The boring tool is again installed in the tool holder, and the neat chamfers are removed. After that, the sleeve can be used for its intended purpose.


Lathe chiselling is a lengthy, albeit not complicated, process. In my case, the longitudinal movement of the caliper is motorized, so everything is done relatively quickly. It is possible to recess the groove on budget machines with a manual drive, but in this case it will take much more time.
Share
Pin
Tweet
Send
Share
Send